

Bismillaah
Ada 2 cara proses rekoveri emas (baca: mengendapkan emas) dari larutan sianida-emas yang diketahui. Yang pertama melalui proses sementasi, yaitu menambahkan logam yang memiliki potential reduksi lebih negatif ke dalam larutan emas, seperti bubuk seng misalnya. Bubuk seng yang ditambahkan tersebut nantinya akan teroksidasi, melepas elektron yang nantinya akan digunakan untuk mereduksi emas terlarut menjadi endapan konsentrat emas. Yang kedua adalah melalui proses elektrolisis dimana prosesnya disebut elektrowinning. Prinsip kerjanya kurang lebih sama, yaitu mengalirkan elektron ke dalam larutan emas sehingga elektron akan digunakan untuk mereduksi emas terlarut menjadi endapan emas. Hanya saja sumber elektron berasal dari arus listrik yang memang sengaja dialirkan. Untuk detail mengenai kedua metode di atas bisa melihat tulisan saya sebelumnya:
Dari kedua metode diatas, rekoveri emas dengan elektrowinning lebih banyak digunakan saat ini, mungkin karena proses yang lebih simpel dan juga dapat menghasilkan endapan konsentrat emas-perak yang lebih bersih. Lebih bersih disini maksudnya memiliki kandungan logam berharga yang lebih tinggi dibandingkan pengotornya. Logam utama yang mengendap pada proses elektrowinning biasanya adalah emas, perak dan tembaga.
Adapun pada metode pengendapan dengan bubuk seng, bukan hanya emas, perak dan tembaga yang mengendap melainkan sisa bubuk seng yang tak bereaksi pun akan bergabung dalam endapan konsentrat dan menjadi pengotor. Selain itu dalam proses pengendapan juga ditambahkan bubuk diatomic yang berfungsi sebagai media pengendapan dan penjernih larutan yang pada akhirnya juga akan ikut bergabung dalam konsentrat menjadi pengotor. Hal inilah yg menyebabkan konsentrat menjadi lebih kotor dan volumenya lebih besar.
Kembali ke pembahasan metode elektrowinning, pada pabrik pengolahan emas di indonesia, hasil yang diharapkan pada produk akhir batangan bullion adalah campuran logam emas-perak dengan seminimal mungkin kandungan tembaga atau logam lain di dalamnya. Keberadaan tembaga atau logam lain (seng, timbal) didalam bullion akan mempersulit proses pemisahan dan pemurnian emas-perak selanjutnya yang dilakukan di pabrik pemurnian. Biasanya pabrik pemurnian akan meminta biaya tambahan bila bullion yang kita kirim memiliki kandungan base metal (tembaga, seng, timbal dll) yang cukup tinggi. Pada bullion yang bagus, kandungan base metal biasanya hanya sekitar 5-10%.

Bullion emas-perak
Pada pabrik pengolahan yang memiliki bijih dengan kandungan base metal rendah, biasanya bullion yang dihasilkan juga akan memiliki kemurnian emas-perak yang tinggi. Namun sebaliknya, untuk pabrik yg mengolah bijih dengan kandungan base metal tinggi maka ada kemungkinan produk akhir bullion akan memiliki kemurnian emas-perak yang lebih rendah. Oleh karenanya perlu dilakukan kontrol untuk meminimalkan base metal yang masuk ke bullion. Kontrol ini dapat dilakukan pada berbagai macam tahap pengolahan tergantung dari hasil uji mana yang memberikan hasil lebih optimal. Contohnya:
1. Pada tahap awal pengolahan fisik seperti menggunakan metode flotasi untuk mengambil tembaga, seng terlebih dahulu sebelum masuk ke sirkuit sianidasi.
2. Pada tahap pelindian sianida, yaitu dengan mengontrol konsentrasi sianida yang digunakan agar tidak terjadi pelarutan base metal yang berlebihan.
3. Pada tahap penyerapan larutan emas, seperti menggunakan bahan resin yg lebih selektif ketimbang karbon dalam mengikat base metal.
4. Pada tahap elusi karbon, yaitu menggunakan teknik cold stripping untuk membuang base metal dari karbon terlebih dahulu.
5. Pada tahap elektrowinning yaitu dengan mengatur parameter operasi untuk meminimalkan pengendapan base metal ke dalam konsentrat emas.
Kali ini, kita akan coba bahas tentang opsi no 5. Kebetulan saya memiliki data studi kasus tentang kenaikan persentase tembaga didalam produk akhir bullion di proyek saya berada saat ini.
Dari penelusuran data yang dilakukan, diperoleh data adanya peningkatan persentase tembaga yang ikut mengendap ke dalam konsentrat emas selama proses elektrowinning. Hal ini berimbas pada kenaikan kandungan tembaga yang sebelumnya dibawah 5% kini dapat mencapai 20-40% di produk bullion.
Penelusuran data bijih tidak menemukan adanya kenaikan tembaga yang signifikan pada bijih yang diolah. Demikian juga dengan kandungan tembaga yang diserap oleh karbon pada sirkuit sianidasi. Akhirnya kami menemukan bahwa peningkatan kandungan tembaga di produk bullion disebabkan oleh meningkatnya pengendapan tembaga ke dalam konsentrat emas selama proses elektrowinning. Tidak tanggung-tanggung persentase tembaga yang mengendap ke dalam konsentrat emas bisa mencapai 89% dari yang semula hanya sekitar 20-50%. Hal ini semakin diperparah ketika kami mengolah bijih dengan kadar emas rendah, dimana rasio tembaga:emas semakin tinggi.
Setelah ditelusuri, rupanya masalah ini diawali ketika kami mulai mengurangi penggunaan sianida pada proses elution dengan tujuan untuk menghemat stok sianida. Semakin rendah sianida pada larutan elektrowinning (yaitu produk elution) rupanya akan membuat kelarutan tembaga di dalam larutan menurun. Dengan kata lain tembaga lebih mudah mengendap. Hasil searching di google pun rupanya mendukung fakta tersebut.

dari rumus kimia di atas, semakin banyak fraksi sianida pada senyawa tembaga-sianida akan menjadikan nilai potensial reduksi semakin negatif, artinya makin sulit mengendap. Sebaliknya semakin sedikit sianida maka nilai potensial reduksi makin positif yang artinya mudah mengendap.
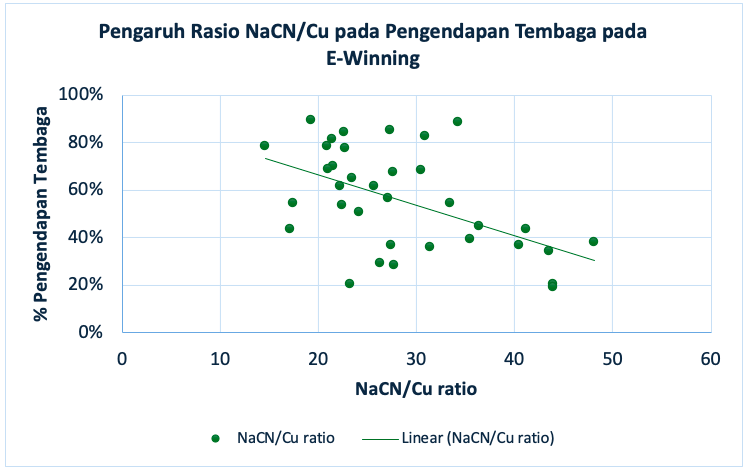
Untuk membuktikannya, kami mencoba mengumpulkan beberapa data operasional harian elektrowinning untuk selanjutnya meneliti hubungan antara konsentrasi sianida di larutan dengan persentase tembaga yang mengendap. Berikut ini adalah data yang menunjukkan pengaruh kandungan sianida (NaCN) di larutan elektrowinning terhadap persentase tembaga (Cu) yang mengendap ke dalam konsentrat emas selama proses elektrowinning.

Grafik di atas menunjukkan kecenderungan menurunnya persentase pengendapan tembaga pada larutan seiring dengan meningkatnya konsentrasi sianida. Sebagai contoh, pada larutan elektrowinning dengan konsentrasi larutan sianida 1000-1500 ppm maka persentase tembaga yang mengendap rata-rata sekitar 70-80%. Adapun ketika konsentrasi sianida dinaikkan menjadi 3000-3500 ppm maka persentase tembaga yang mengendap menurun menjadi sekitar 30-40%.
Catatan, angka yang disebutkan di atas hanya berupa gambaran umum saja dan nilainya bisa berbeda-beda di tiap pabrik. Cara terbaik untuk mendapatkan angka panduan adalah dengan mengumpulkan data-data operasional.
Selanjutnya, muncul pertanyaan bagaimana bila konsentrasi tembaga di dalam larutan elektrowinning berubah naik atau turun ? apakah nilai konsentrasi sianida yang sama masih berlaku ? Misalkan, bila kandungan tembaga awal sebesar 100 ppm dan sianida sebesar 3000 ppm dapat membatasi pengendapan tembaga hingga 30%, apakah ketika kandungan tembaga naik menjadi 200 ppm maka konsentrasi sianida yang sama masih dapat berfungsi ?
Jawabannya mungkin bisa kita lihat dari grafik berikut:
Grafik kedua di atas menggunakan data yang sama seperti grafik pertama, hanya saja saya mencoba mengolahnya secara berbeda. Grafik kedua ini menunjukkan hubungan antara persentase pengendapan tembaga dengan rasio konsentrasi sianida : tembaga di larutan elektrowinning. Sebagai contoh, dari grafik tersebut dapat dilihat untuk menjaga pengendapan tembaga di kisaran 30-40% maka dibutuhkan rasio sianida : tembaga di larutan elektrowinning sekitar 40-50. Angka rasio ini selanjutnya bisa kita gunakan sebagai dasar untuk menentukan perubahan konsentrasi sianida yang diperlukan bila konsentrasi tembaga juga berubah.
Contohnya, bila larutan elektrowinning mengandung misalkan 50 ppm tembaga dan diminta untuk menjaga pengendapan tembaga dikisaran 30-40% maka dibutuhkan konsentrasi sianida sebesar 40-50x nya atau 2000-2500 ppm. Bila selanjutnya kandungan tembaga meningkat menjadi 100 ppm maka sianida yang dibutuhkan adalah sekitar 4000-5000 ppm.
Kesimpulannya, untuk menurunkan persentase pengendapan tembaga dibutuhkan konsentrasi sianida yang lebih tinggi pada larutan elektrowinning. Demikian juga bila kandungan tembaga di larutan elektrowinning meningkat maka dibutuhkan juga konsentrasi sianida yang lebih tinggi lagi.
Catatan, sama seperti sebelumnya, angka yang disebutkan di atas hanya berupa gambaran umum saja dan nilainya bisa berbeda-beda di tiap pabrik. Cara terbaik untuk mendapatkan angka panduan adalah dengan mengumpulkan data-data operasional.
Akhir kata, pada tulisan ini saya hanya berkesempatan membahas satu parameter operasi elektrowinning saja yaitu konsentrasi sianida. Bisa jadi parameter lain pun dapat berpengaruh seperti pH larutan, voltase dan arus listrik yang diaplikasikan, temperatur larutan, penambahan bahan kimia tertentu, durasi e-winning, laju sirkulasi larutan dll. Yah penelitian selanjutnya sepertinya cocok untuk dijadikan bahan tugas akhir mahasiswa :)
Demikian yang bisa saya share. Semoga bermanfaat.





3 Komentar
Terimakasih banyak pak Nizar atas informasinya yang sangat bermanfaat.
BalasHapusIzin bertanya pak Nizar terkait dengan mengontrol kandungan logam pengotor (utamanya tembaga) pada proses elektrowining emas.
Sepemahaman saya, selain peningkatan konsentrasi sianida bebas dalam larutan elektrolit, juga bisa dilakukan dengan kontrol pH dan temperatur operasi untuk mengurangi co-deposit tembaga ini.
Nah, dalam hal ini apakah dengan pengaturan kedua parameter yang saya sebutkan itu sangat mungkin untuk mengurangi laju pengendapan tembaga dan mengurangi konsumsi sianida serta ekonomis untuk diaplikasikan di plant?
Kemudian, saya pernah membaca di Marsden bahwa efisiensi arus dalam proses elektrowining emas ini hanya di angka 5-10%, apakah nilai tersebut bisa ditingkatkan dengan variasi parameter lain atau bahkan penggunaan elektroda yang lain?
Terakhir pak, sepengalaman bapak bekerja di plant, masalah yang sering terjadi di sirkuit elektrowining ini kira-kira apa saja ya pak dan bagaimana bapak dan tim menyelesaikannya?
Terimakasih pak Nizar
Semoga bapak sekeluarga selalu diberikan kesehatan selalu
Wah maaf, saya jarang buka jadi terlewatkan 3 bulan lebih. Untuk pengaruh kontrol pH dan temp operasi terhadap selektifitas pengendapan logam tertentu saya belum pernah meneliti jauh ya.. Yang pernah saya alami ketika pH ditingkatkan maka konduktifitas larutan meningkat, sehingga ampere meningkat dan proses e-winning berjalan lebih cepat. Lebih cepat ini ya mungkin untuk semua logam.. tapi saya belum meneliti lebih detail lagi. Untuk temp juga saya belum pernah coba di lapangan. Hal2 seperti ini cocoknya dilakukan di skala lab ya karena kita bisa atur parameter sesuai keinginan kita. Cocok untuk jadi bahan penelitian. Efisiensi arus untuk pengendapan emas memang rendah, apakah bisa ditingkatkan? ya mungkin bisa dengan kontrol pH seperti yg saya sebutkan di atas yg bisa mempercepat e-winning. Tapi entahlah apakah efisiensi emas meningkat atau tetap sama saja ? saya tidak meneliti datanya lebih jauh
Hapustambahan, rendahnya efisiensi emas barangkali dikarenakan pengaruh potensial reduksi emas juga yang lebih rendah dari elemen2 lain di dalam larutan, terutama oksigen. Saya pernah baca, bahwa potensial reduksi ini bisa bergeser nilainya tergantung dari konsentrasi logam tersebut di larutan. Semakin banyak maka bisa bergeser semakin positif.
Hapus